
Ever stand in the grocery aisle and wonder if that bagged cereal will stay as fresh as the boxed kind? Or question if the packaging is recyclable? You might even puzzle over how fragile flakes are packed into a cereal bag without turning to dust. These are common questions with complex answers, rooted in decades of packaging innovation. The truth is, the modern cereal bag is a product of advanced engineering, designed for both exceptional product protection and high-speed manufacturing efficiency.
In this comprehensive guide, we provide definitive answers. We will explore the high-performance, multi-layered films that create a superior barrier against moisture and air, ensuring lasting freshness. You will also get an inside look at the sophisticated, automated machinery engineered for gentle, precise filling at incredible speeds. By the end, you will have a clear understanding of the entire process and appreciate the reliability and ingenuity required to deliver a perfect product to your pantry.
Key Takeaways
- Discover the primary cost-saving benefits of bagged cereal, driven by efficient material use and streamlined packaging.
- Learn how the advanced, multi-layer construction of a modern cereal bag is engineered to maximize product freshness and shelf life.
- Gain a high-level understanding of the complete automated packaging line, from initial product filling to final palletization for distribution.
- Identify the critical factors to consider when selecting an equipment partner to ensure reliable and efficient production for your operation.
Why Cereal in a Bag? Unpacking the Consumer Benefits
While the traditional cardboard box remains a staple in the cereal aisle, the rise of the bagged format is a direct result of its engineered advantages for both manufacturers and consumers. The decision to package cereal in a bag is driven by clear-headed goals of efficiency, value, and product protection. This format delivers tangible benefits that extend from the production line to the breakfast table.
To see these benefits in a practical context, the following video provides a clear overview:
The Value Proposition: More Cereal for Your Money
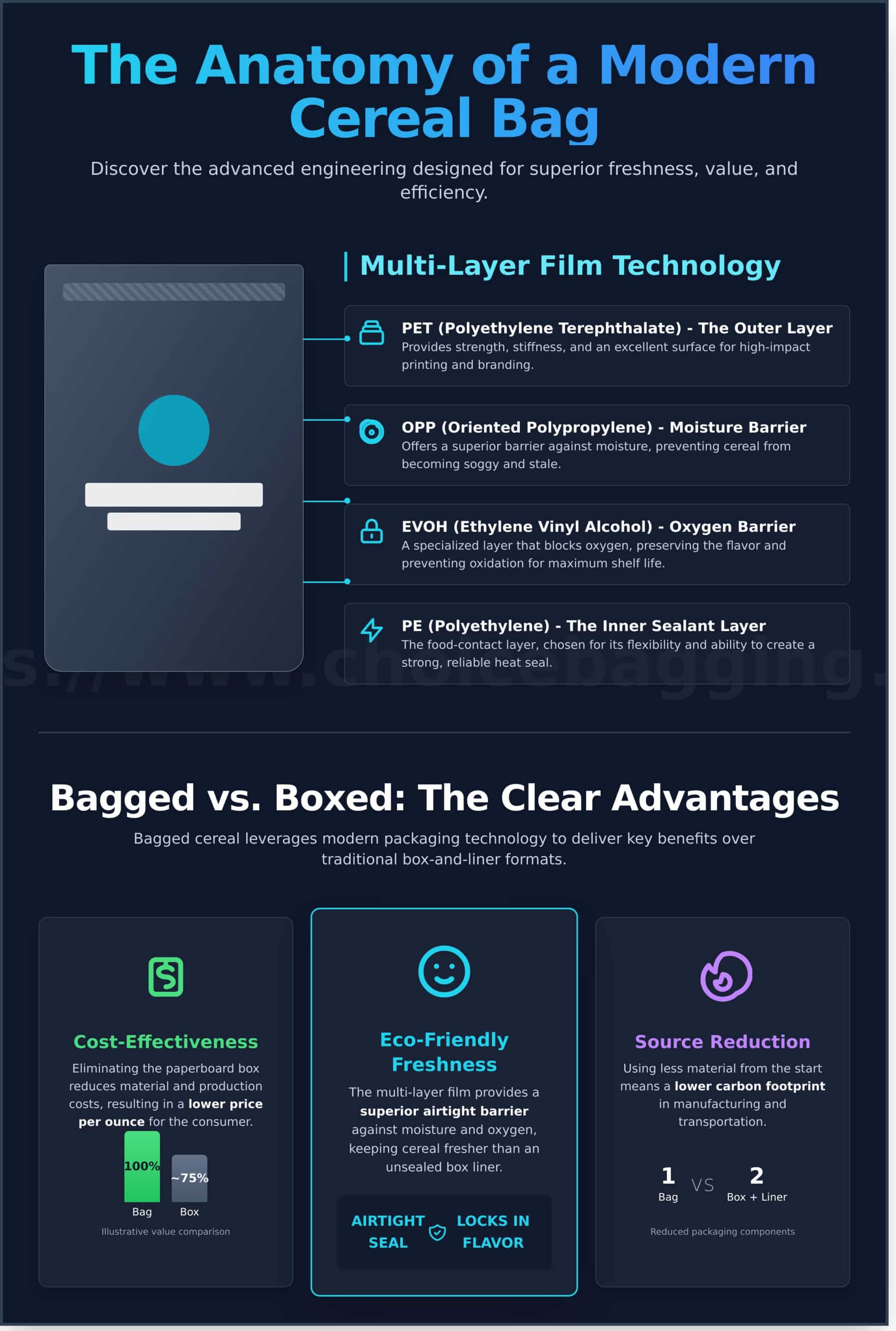
The most significant consumer benefit is cost-effectiveness. By eliminating the secondary paperboard box, manufacturers reduce material and production costs significantly. This streamlined approach results in a lower price per ounce for the consumer. Brands can pass these savings on, offering larger quantities of product for a comparable or lower price than their boxed counterparts, creating a powerful value proposition that benefits everyone in the supply chain.
An Eco-Friendly Choice? The Sustainability Angle
Bagged cereal represents a practical application of source reduction-using less material from the start. A single bag has a lower overall packaging weight and volume compared to a box-and-liner combination. This efficiency translates to lower energy use during manufacturing and a reduced carbon footprint during transportation, as more units can fit onto a single truck. It is a direct and impactful way to minimize packaging waste before it is even created.
How Bags Lock in Freshness
A common misconception is that bags offer inferior protection. In reality, the modern cereal bag is a high-performance packaging solution. Its effectiveness comes from multi-layer barrier films, a core component of advanced food packaging materials designed to block moisture, oxygen, and light. When properly sealed, this airtight barrier provides superior protection against staling compared to the often-unsealed inner liner of a traditional cereal box.
Anatomy of a Modern Cereal Bag: A Deep Dive into Materials
While the goal of a cereal bag is simple-to protect its contents-the bag itself is a highly engineered piece of packaging. Its construction is a precise science, designed to balance product preservation, durability, and brand appeal. Understanding the materials and technology involved reveals why this seemingly simple package is critical to delivering a fresh and safe product to the consumer.
Multi-Layer Film Technology Explained
The body of a modern cereal bag is not a single sheet of plastic. It is a multi-layer polymer film, where several materials are laminated together to achieve a combination of properties that no single material could provide on its own. Common plastics used include:
- PET (Polyethylene Terephthalate): Often used as the outer layer for its strength, stiffness, and excellent printability.
- OPP (Oriented Polypropylene): Provides a superior moisture barrier and high-impact strength.
- PE (Polyethylene): Typically the innermost, food-contact layer, chosen for its flexibility and ability to create a strong heat seal.
Specialized barrier layers, such as EVOH (Ethylene Vinyl Alcohol), are often sandwiched between other films to provide an exceptional oxygen barrier, preventing staleness and preserving flavor for maximum shelf life.
The Importance of a Perfect Seal
The advanced film is only effective if it can be closed with a reliable, airtight seal. The initial factory closure is almost always a heat seal, which fuses the inner PE layers to create a permanent, tamper-evident barrier. For consumer convenience, resealable features like press-to-close zippers and sliders are integrated into the bag’s design. The engineering behind these closures is a critical component in automating cereal packaging, ensuring both high-speed production and dependable performance. The choice of closure directly impacts the required machinery, as different bags require different bag sealing solutions to ensure product integrity and operational efficiency.
Printing and Branding on Flexible Packaging
The outer layer of the film serves as the canvas for branding. High-impact graphics are applied using sophisticated printing methods like flexography or rotogravure, which allow for vibrant, full-color designs that capture customer attention on crowded store shelves. Crucially, all inks and coatings used on the packaging must be food-safe to prevent any migration of substances to the cereal inside. This commitment to safety and quality is paramount in food packaging production.
The Industrial Process: How Cereal Gets into the Bag
While the materials of a modern cereal bag are impressive, the speed and precision with which it is filled and sealed are equally remarkable. This transformation from a flat roll of film to a finished product on a store shelf happens on a highly automated packaging line. The centerpiece of this operation is a sophisticated piece of equipment designed for maximum efficiency and consistency.
Understanding this industrial process reveals how manufacturers can produce millions of identical bags, each filled with the correct amount of product and sealed to maintain freshness from the factory to your kitchen.
Vertical Form Fill Seal (VFFS) vs. Open Mouth Baggers
The vast majority of cereal packaging lines rely on Vertical Form Fill Seal (VFFS) machines. This technology is a model of efficiency, performing three critical tasks in one continuous motion. A VFFS machine takes a large roll of packaging film, which must meet stringent FDA safety regulations for food packaging, forms it into a tube, fills it with cereal from above, and then seals it. This integrated process is ideal for high-speed, large-scale production. In contrast, open mouth bagging machines are engineered for applications that use pre-made bags, which are filled and then sealed.
Ensuring Accurate Weight with Precision Weighers
Before the cereal enters the bag, it must be weighed with extreme accuracy. This is accomplished using a multi-head weigher, a device positioned directly above the VFFS machine. Here’s how it works:
- Cereal is fed into a series of small buckets, or “weigh heads.”
- A computer instantly calculates the combination of buckets that equals the precise target weight.
- Those specific buckets open, dropping a perfectly measured portion of cereal down into the newly formed bag.
This precision is non-negotiable. Consistently overfilling bags gives away product and cuts into profitability, while underfilling erodes consumer trust and can lead to regulatory issues.
The Final Step: Sealing and Cutting
Once the exact weight of cereal is in the bag, the final steps happen in a fraction of a second. A set of heated horizontal jaws clamps shut across the film tube. These jaws perform two jobs simultaneously: they create the top seal for the filled bag below while also forming the bottom seal for the next bag above it. A sharp knife then slices between the seals, separating the finished cereal bag, which then proceeds to the final cartoning stage. Automated quality checks are often integrated to detect any imperfections in the seal, ensuring every package is airtight and secure.
Full-Scale Automation: From Bagging to the Shipping Pallet
Once a bag is filled and sealed, its journey is far from over. The next critical phase involves moving it from the production line to a shipping pallet efficiently and safely. A fully automated end-of-line system is not just about speed; it’s about maintaining product integrity and ensuring operational reliability from the bagging machine to the delivery truck.
Moving Product with Bag Handling Conveyors
The first step in post-production handling is transportation. Specialized conveyors move filled bags smoothly and consistently to subsequent stations, guiding each unit through essential quality control checks like checkweighers and metal detectors. For a product like breakfast cereal, gentle handling is paramount to prevent damage to the delicate cereal bag or its contents. Explore the various types of bag handling conveyors built for reliability and performance.
Robotic Palletizing: The Power of Automation
A robotic palletizer is an automated solution that methodically stacks bags onto a pallet. These systems are engineered for precision and can be programmed to handle various bag sizes and complex stacking patterns, ensuring a stable and secure load every time. The benefits of integrating this technology are significant:
- Increased Speed: Robots operate continuously at high speeds, dramatically increasing throughput compared to manual labor.
- Reduced Labor Costs: Automation minimizes the need for manual stacking, a physically demanding and repetitive task.
- Improved Safety: By removing workers from heavy lifting, you reduce the risk of workplace injuries.
Investing in robotic palletizing systems is a proven strategy for boosting operational efficiency and creating a safer work environment.
Preparing for Shipment with Stretch Wrappers
The final step before a pallet leaves the facility is stretch wrapping. An automated stretch wrapper tightly binds the stacked bags with a durable film, creating a single, stable unit. This process is essential for protecting the entire pallet from moisture, dust, and shifting during transit. Proper wrapping ensures that every product arrives at the retailer in the same condition it left the production floor, ready for the consumer.
These three stages-conveying, palletizing, and wrapping-work in concert to create a seamless, high-performance packaging line. By automating the end-of-line process, manufacturers can guarantee product quality, enhance worker safety, and drive profitability with unmatched reliability.
Choosing the Right Bagging Partner for Your Product
The final step in mastering your packaging process is selecting the right equipment manufacturer. This decision goes beyond machinery specifications; it’s about forming a long-term partnership that ensures your production line runs efficiently and reliably for years to come. Investing in a high-performance bagging system is a critical capital expenditure, and choosing an experienced partner is the key to maximizing your return on that investment.
Key Factors: Speed, Accuracy, and Sanitary Design
When packaging food products, your equipment must deliver on three non-negotiable elements:
- Sanitary Design: Equipment must be built from food-grade stainless steel to meet stringent safety standards and designed for easy cleaning to prevent contamination and reduce changeover times.
- Fill Accuracy: High-quality machinery provides precise fill accuracy, ensuring each bag meets weight requirements without costly product giveaway.
- Production Speed: The system must achieve the optimal balance between high-speed throughput and consistent accuracy to maximize your operational efficiency.
Why Partnering with an Experienced Manufacturer Matters
An equipment supplier should be more than a vendor; they should be a partner who understands the unique challenges of your product. An experienced manufacturer provides consultation to select the right system for your specific cereal bag application, from durable grains to delicate flakes. This partnership extends beyond the sale to include responsive support, readily available parts, and expert service to ensure maximum uptime. A true partner also assists with integrating your bagging machine into a complete, seamless packaging line.
Investing in Reliability for Long-Term Success
Bagging machinery is a foundational asset for your business, and its reliability directly impacts your bottom line. Downtime means lost production and lost revenue. Investing in robust, American-made equipment built for durability ensures consistent performance and minimizes costly interruptions. While the initial investment may be higher, the long-term ROI from superior reliability, minimal maintenance, and decades of dependable operation provides unmatched value and peace of mind.
Ultimately, selecting the right bagging partner is a strategic decision that safeguards your production and profitability. A manufacturer with a proven history of performance and a commitment to customer support will help you invest confidently in a solution built to last. For expert guidance on choosing the right bagging system for your product, contact our team today.
Finalizing Your Cereal Bagging Strategy
As we’ve explored, the journey from raw materials to a finished product on the shelf is a complex one. Understanding the advanced materials that keep contents fresh and the sophisticated machinery that ensures production efficiency is crucial. Ultimately, the success of your operation hinges not just on the packaging itself, but on the reliability and performance of the equipment that fills each cereal bag.
Since 1978, Choice Bagging Equipment has been the trusted manufacturing partner for businesses nationwide. We deliver unmatched performance with reliable, durable equipment that is proudly Made in the USA. Our commitment is your success, which is why we provide expert integration and ongoing support to ensure your production line operates at peak efficiency.
Take the next step toward a seamless packaging operation. Consult with our experts to find the right bagging solution for your product. Let us help you invest confidently in a more efficient and profitable future.
Frequently Asked Questions
Are cereal bags recyclable?
The recyclability of a cereal bag depends entirely on its material composition. Many bags found inside boxes are made from High-Density Polyethylene (HDPE), while stand-alone bags often use multi-layer plastics for barrier protection. While most are not accepted in standard curbside bins, many single-material film bags can be recycled through store drop-off programs for flexible plastics. Always check the packaging for specific instructions from the manufacturer.
Is bagged cereal cheaper than boxed cereal?
Yes, cereal sold only in bags is generally more cost-effective. The primary reason is the significant reduction in packaging materials and production steps compared to a bag-in-box format. This efficiency lowers material costs and reduces the product’s overall shipping weight and volume. These operational savings are often passed directly to the consumer, resulting in a lower price on the shelf for a comparable amount of product.
How do companies prevent cereal from breaking during the bagging process?
Preventing product breakage is a critical function of modern packaging equipment. Systems utilize gentle handling technologies, such as precisely tuned vibratory feeders and multi-head weighers, to control product flow. The drop height from the weigher into the bag is minimized, and specialized funnels are used to reduce the velocity of the cereal. This controlled, low-impact transfer is essential to protect delicate flakes and puffed grains from damage.
What is the difference between a VFFS machine and an open-mouth bag filler?
A Vertical Form Fill Seal (VFFS) machine performs three actions in one continuous motion: it forms a bag from a roll of film, fills it with product, and then seals it. This integrated system is engineered for high-speed, automated production. In contrast, an open-mouth bag filler is designed to fill pre-made bags that are manually or automatically placed onto a filling spout. It is often used for larger bag sizes or operations requiring greater flexibility.
How fast can an automated machine fill cereal bags?
The filling speed of an automated machine is determined by the system’s design and the product’s characteristics. A typical high-performance VFFS machine used for a standard-sized cereal bag can reliably operate at speeds from 40 to over 100 bags per minute (BPM). This rate is influenced by factors such as the target fill weight, the cereal’s density, and the required fill accuracy. Achieving optimal performance requires balancing speed with consistent quality.
What are the food safety standards for cereal packaging machinery?
Cereal packaging machinery must adhere to strict food safety and sanitation standards. This includes constructing all product contact surfaces from food-grade materials, typically 304 or 316 stainless steel, to prevent contamination. Equipment must also be designed for easy and thorough cleaning, featuring sanitary welds and eliminating crevices where bacteria can grow. Compliance with guidelines from regulatory bodies like the FDA is mandatory for all equipment used in food production.
Recent Comments